ヘッドウェイ/桜モデル10th Anniversary〜四季折々のストーリー|夏
- 2024/05/09







Gibson Memphis & Nashville Dealer Tour 2016 Pt.6
2016年モデルは、メーカーとしての先進性を押し進めたハイ・パフォーマンス・シリーズと、伝統的なプレイアビリティを尊重したトラディショナル・シリーズの二軸で展開するギブソンUSA。同ディヴィジョンの生産体制/工場の規模感はここまでレポートしてきた同じくナッシュビルにあるギブソン・カスタムはもちろん、ESシリーズの生産拠点であるギブソン・メンフィスも凌ぐもので、まさしく圧倒的。1月よりお届けしてきたディーラー・ツアーの最終章は、1975年より40年以上に渡ってここナッシュビルからギブソン・ギターを全世界に届けてきたギブソンUSA工場について動画レポートします。
※YouTubeの字幕掲出(日本語)をONにすると字幕が表れます
ミシガン州カラマズーで創業したギブソン社がテネシー州ナッシュビルへ軸足を移したのは1975年のこと。正確には1975〜1984年にかけて段階的に移ってきました。それ以降、多くのロック・レジェンドの腕にあった数々のレス・ポールもSGも、あの建国記念のファイヤーバードも、一時期はアコースティック・ギターや2000年まではESモデルたちも、このギブソンUSAファクトリーで作られてきました。

ファクトリーを案内いただいたJim DeCola氏(Master Luthier)
ファクトリーを案内いただいたギブソンUSAマスター・ルシアーのジム・デコーラ氏によれば、現在の従業員数は約450名、日産本数は450〜650本程度(※メンフィスが60本程度)と圧巻の規模感を誇ります。大型NCルーターやPLEKなどは効率面でもちろん導入しつつも、プレイアビリティに関わる面での手作業の割合やクラフトマンシップはカラマズー時代から変わることなく、さらにはハイ・パフォーマンス・シリーズに代表されるとおりここではブランドの“革新”も担ってきました。伝統と革新が同居するギブソンUSAの製造工程を部門ごとに追いましたので、ぜひお楽しみください!

こんにちは、ギブソンUSA総支配人のデヴィッド・ウィンターズです。2016年、ギブソンUSAのラインナップに長年のトラディショナルなスタイルを復活させました。加えてギターを通して最高のテクノロジーを体験していただけるハイ・パフォーマンス・ラインという選択肢を設けました。多くの皆様に満足いただけるシリーズをご用意できたと思っています。まずは日本の皆さん、どうぞ今回のギブソンUSAファクトリー・ツアー特集を楽しんでください。ここで働く素晴らしい従業員によるクラフトマンシップが、どのようにしてギターを生み出し、世界に届けていくのか、その流れがよくわかると思います。さあ、ツアーを始めましょう。

【木材加工場外観】
ミル・ルームは他工程から切り離された建屋で運営、手前のタンクは粉塵処理機

【木材加工場内観】
木材の保管とNC切削など木工のほとんどを担うスペース、見渡す限り木材山嶺が続く

【シーズニング】
桟木を挟んだ桟積みにして木材を満遍なく乾燥させ、含水率6〜8%程度まで追い込む

【マホガニー材】
ランバー(板材)加工されたマホガニー材、この大きさを見られるギター工場は数少ない

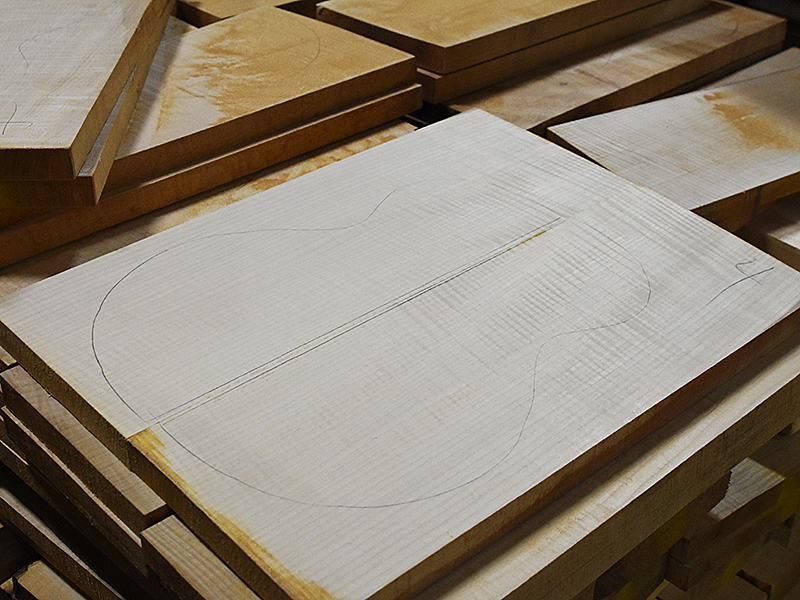
【メイプル材】
レス・ポール・トップ用にブックマッチされたメイプル材もズラリ
【フィギャード・メイプル】
このようにフィギャードがビッシリと浮かぶハイグレード材も多い

【ボディ・バック材製作】
タイトボンドでマホガニー・バック材を接着する様子、一度に最大120枚程度を製作できる

【ボディ材貼り合わせ】
タイトボンドを用いてトップとバックを貼り合わせ、写真左奥のプレス・マシンにて圧着

【ウェイトリリーフ】
レス・ポールのウェイトリリーフ、左はトラディショナル・タイプ、右はモダン・タイプ

【NCルーター】
一度に10台ものボディを切削加工できる大型NCルーター、建屋にはもう1台小型版も配備

【ネック加工】
ネック・シェイプ、ヒール、ロケイター、トラスロッド溝の加工を一手に行なえるマシン

【トラスロッド埋め込み】
ネック溝にトラスロッドを埋め込んだのち、メイプルのスプラインでフタをする

【ボディ・サンディング】
ミルで粗加工されたボディは、本工場にて滑らかにサンディングされる

【バインディング接着】
バインディングに溶剤性接着剤を付け紐で固定していく伝統的な工法がUSAでも見られた

【バインディング乾燥】
バインディング接着作業はミル・ルームとは別棟、本工場内で行なわれていた

【指板製作】
ロール状のマシンを使って指板にフレット・スロットをカッティングしていく

【フレッティング】
特殊工具でフレット・ワイアーを叩き入れていく、この後クランプにて均一に圧入する

【指板/ネック圧着】
ホースに空気を送り込むことで圧をかけ、指板とネックを密着させている

【ネック・ジョイント最終加工】
NCルーターを経てネック最終加工はやはり手作業、ノミを使って微調整される

【ネック・フィッティング】
タイトボンドでボディとネックを接着した後、クランプにかけて30分程度乾燥させる

【PLEKルーム】
弦を張った状態をシミュレートしてフレット研磨/ナットの溝切りを行なう PLEKが8台!

【ラッカー吹きつけ】
ラッカー・コートを吹き付け下地を作る様子、フィニッシュ・ブースも多数あり

【フィニッシュ】
カラー・コート後、QCの確認を経てトップ・コートを吹き付け、乾燥に入る

【フィニッシュ乾燥】
広大な敷地に整然と並ぶフィニッシュ後のギターたち、まさしく壮観

【スクレイピング】
スクレイパーを用いて、着色されてしまったサイド・バインディングを薄削りして仕上げる

【バフ】
ハイ・グロス・モデルでは3段階に分けてバフがけすることで鏡面に仕上げていく

【フレット磨き】
フィニッシュ後、マスキング・テープを剥ぎ、スチールウールでフレットの汚れを除去

【ピックアップ】
ギブソンUSAでは、全ディヴィジョンで使用するGibsonブランドPUの製作を担う

【コイル・ワインディング】
ワインダーを用いてボビンにコイルを巻き付ける、ゲージ/巻数/テンションは制御済み

【ハムバッカー型枠】
ピックアップ・パーツを組み上げる際に用いるモデル毎に配列分けされた型枠

【配線材】
配線材を製造するマシンはカラマズー工場時代から使用しているもの、“メカ”感がすごい!

【ポッティング】
ワックス含浸のキモは、空気抜きと温度を60〜70度に保ち、5〜10分ほど浸けること
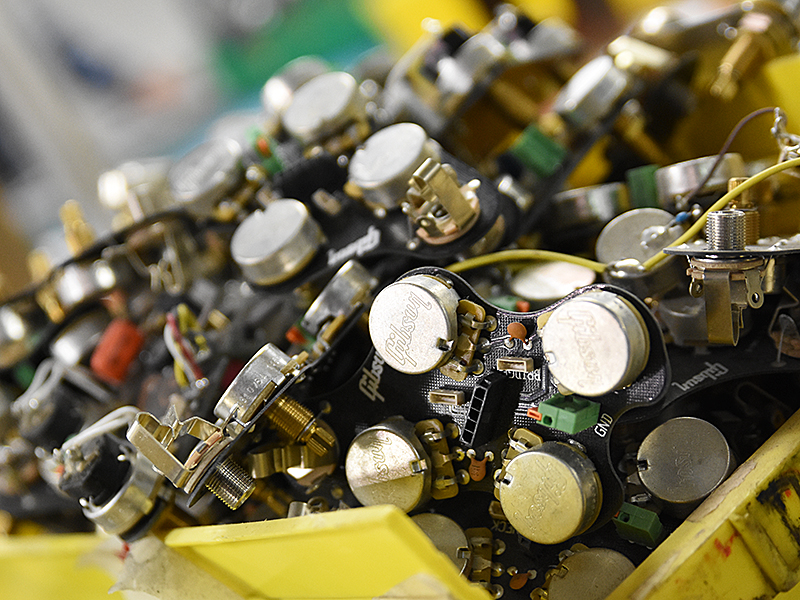
【クイック・コネクト基板】
Traditionalシリーズなどに実装されるクイック・コネクト基板

【日本限定モデル】
見覚えのあるモデルが……、過去にお伝えした日本限定ノンリバFB とフライングVでした

【最終組み込み】
ここでパーツ類が組み込まれ、検品、最終調整を施し、シッピング・エリアへ送られる

【シッピング】
まるでIKEA!? 一時保管の倉庫スペース、ここから世界へと旅立ち、新しい音楽が生まれる

──ギブソンUSAナッシュビル工場は1975年に完成し、カラマズー工場が完全に閉鎖されたのは1984年のことと理解していますが、正しいでしょうか?
ええ、ナッシュビル工場は1975年から稼働しています。当時はカラマズーの工場も同時に稼働していました。ここでは主にレス・ポールを製造していましたが、それは工場の順調な立ち上げと従業員の訓練のためでもあったのです。時が経つにつれて製造モデルの種類も増え、80年代半ばにはほとんどすべてのモデルを製造するまでになりました。アコースティック・ギターから335のようなシンライン、ジャズ・ギターまで、ブランドを代表するモデルはすべてこの工場で製造していました。その頃はまだこの建物しかなくて、粗加工のための工場もありませんでした。その後、粗加工のための別棟を建て、さらには規模が拡大したカスタム部門のための工場も建てましたし、メンフィスのセミ・アコースティック部門やアコースティック部門も追加しました。もちろんこの工場だけでも規模は拡張しています。
──ギブソンUSAは、ブランドの革新を担っている部門ですね。2016年モデル、レス・ポールHPにはディップ・スイッチまで追加されました。
ギブソン社が常に重視してきたのは、革新性です。創業者のオーヴィル・ギブソンは、ギターやマンドリンを作るのにバイオリンの理論を応用していました。これは、当時の他の人たちとはまったく違う方法論でした。ですから、私たちは前進を続けることや、新しい技術を開発することに対して、常に情熱を傾けています。それに加えて、USAは他の部門とは異なり、よりユニークな製品を開発する特権を与えられています。過去には回路にプッシュ/プル・スイッチ付きのポットを採用しましたし、コイルタップやフェイズ・スイッチ、バイパス回路などの様々な機能を追加してきました。今年はそこにディップ・スイッチを追加したわけです。これによって、ギター内部で様々な機能が選択できます。ピックアップのタップやスプリット、組み合せ、トレブル・ブリード回路など使える機能があまりにも多いので、すべてギターの表面に出しても実用的ではないため、コントロール内部に隠してあります。トランジェント・サプレッション(※音の立ち上がりを抑える改造回路)は、DAWやデジタル・コンソールでレコーディングするギター・プレイヤーのための機能です。このように、私たちはユーザーの意見に耳を傾けて、現在の使用形態にふさわしく、しかし壁に飾った時には誰もがそれとわかる象徴的なレス・ポールを開発しているわけです。
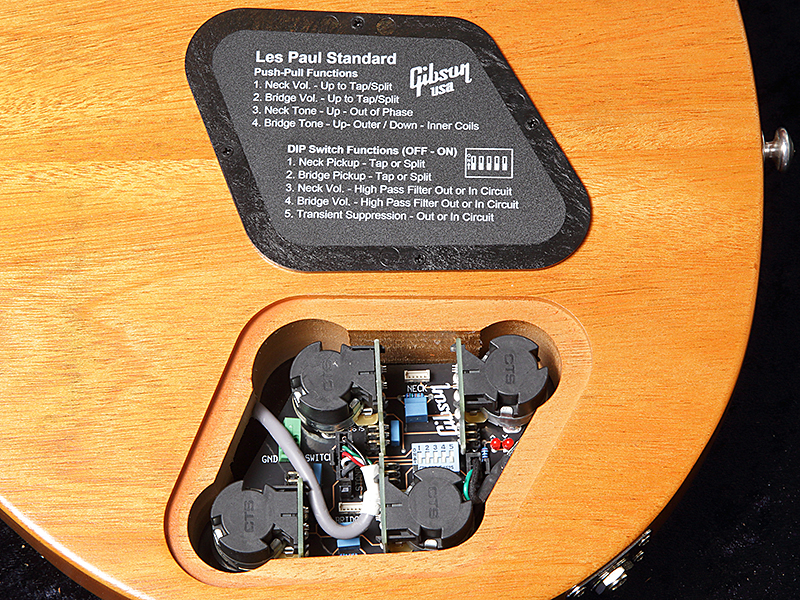
ディップ・スイッチを内蔵するコントロール
──また近年のモデルではクライオジェニック処理が施されたフレット・ワイアーも興味深いところですが、作業の様子は工場内では見られませんでした。
ええ、クライオジェニック処理は外注なのですが、これはギブソンCEOのヘンリー・ジャスキヴィッツによるアイディアなんですよ。ヘンリーは工作機械の切削部分の多くがクライオジェニック処理されていて、それによって摩耗しにくくなっているのを知って、私たちにフレット・ワイアーでもこの処理を試すように提案しました。そこで私たちはひとつの指板に通常のフレットとクライオジェニック処理済みのフレットを打って、両方のフレットの上で弦を繰り返しベンドするようにプログラムしたマシンにかけてみたのです。それを毎日動かしっぱなしにしておきました。およそ50万回近く弦のベンドを繰り返したと思いますが、クライオジェニック処理を施したフレットでは摩耗が2/1000インチだったのに対して、未処理のフレットは8/1000インチでした。つまり、同じ状況でテストしたら摩耗の量が1/4だったということで、大きな効果があることがわかりました。ただし、フレットを華氏マイナス数百度という超低温に冷却することはここではできないので、処理は外注することにしたわけです。また今年からはフレット・ワイアーの超光沢艶出しや端末の丸み加工も行なっているので、とてもスムーズですし、指板が収縮してもフレットの端が引っかかりにくくなっています。これによって、より高い演奏性が得られます。
──演奏性と言えば、ファスト・アクセス・ヒールも新たに採用されましたね。
今年導入したファスト・アクセス・ヒールは、ジョイントのヒール部分を削り込むことで、ハイ・ポジションのフレットを弾きやすくするための加工です。もともとは、カスタム・ショップ部門が数年前に開発した加工法で、いくつかのアーティスト・モデルに採用されていました。それを今年からUSAのハイ・パフォーマンス・モデルにも採り入れたわけです。クライオジェニック・フレット・ワイアー、ファスト・アクセス・フレットボード、新設計のチタニウム製0フレット・アジャスタブル・ナットなど、新開発の機能をハイ・パフォーマンス・モデルに盛り込みました。イントネーションが向上したのに加え、最新のG FORCEはより速く正確なチューニングが可能です。皆さんも取扱店で実際に手にとって確かめていただければと思います。

ファスト・アクセス・ヒール
──もうひとつ素敵なギフトがありますね。HPハイ・グロス・モデルに付属する、まるでRIMOWAのような素晴らしいアルミ・ケースです。
ああっ! ケースのことを忘れていました。表面にはブリーフ・ケースのようなプレス加工が施してあって、内部にはゴム製のガスケットを仕込んであるので、気候の変化にも影響を受けません。非常に耐久性の高いケースで、緩衝材もしっかりしていますし、内装も外装も美しく仕上がっています。マホガニー製のハンドルもここギブソンUSAで作っていますし、ラッカー塗装もここで行なっています。見た目にも素晴らしいケースなので、単体販売はしないのか?という問い合わせもいただいています。現時点では製品の付属品としてのみ供給する予定ですが、将来的には単体販売もできればと思っています(※ケース単体の販売の具体的な予定は現在のところありません)。

HPハイ・グロス・モデルに付属するアルミ・ケース
──ところで、2010年5月のカンバーランド川氾濫(※テネシー州を襲った大洪水でギブソンUSAファクトリーも大部分が浸水するなど大きな被害を受けた)の爪痕が工場内で散見されましたが、被災から立ち直ったいきさつについて教えていただけますか。
私たちは被災から4ヵ月経たないうちに、楽器の製造を再開できました。急速な復興の鍵を握っていたのは従業員です。私たちの従業員は素晴らしい集団で、非常に勤勉で忠誠心があり、仕事に対して情熱的です。ですから、原状復帰に対する彼らの努力と、それを援助する私たちのリーダーシップがなければ、これほどのスピードで操業を再開することはできなかったでしょう。ここではできない作業を他の工場に代行してもらったこともありました。工作機械の多くはここで修理して、再稼働させることができましたが、作業工程によっては、ギブソンUSAの工場が再稼働するまでは中断させ、カスタム・ショップなどの他の工場で代行しましたね。すべては助け合いで成り立ちました。そして日本の皆さんはいつも私たちを助けてくれます。ウィークリー・ギブソンのスタッフの皆さん、今回は取材していただいてありがとうございました。視聴者の皆様にはこのプログラムで、2016年ギブソンUSA製品に興味を持っていただけたら嬉しいです。そしてぜひご自身でチェックしてみてください。ありがとうございました。
洪水の際に塗料バケツがこぼれ渦巻き状に塗料が染みついた床 洪水を忘れないためのフラッド(洪水)・フィニッシュ シッピング・ゾーンにいたサンタ、同社のエンタメ性を象徴する



1月から3ヵ月に渡ってお届けしてきた現地ディーラー訪問&ファクトリー・ツアー・レポート、いかがでしたか? 本記事では紹介していませんが、ここギブソンUSA工場でも日本ディーラーの皆さんは完成品を選定し、より良いモデルを日本に届けるようまさしく一意専心でした。日本ディーラーがお金と時間をかけて現地にまで足を運ぶ意義、そして現地のスタッフとの交感や協調から新たなモデルの開発を促していること、ギブソン・スタッフはその期待を上回るようなモデルを創意工夫の上、生み出していることが見えてきたと思います。そして取材を通じて感じた最も大事な点は、ギブソンが音楽の街に根ざしていること。彼らが生み出しているのは音楽の道具であり、同時にエンターテインメントそのものであること。それをしみじみと味わいました。気づくとディーラーの皆さんは、早くもこの3月に再び現地を訪れています。次のハンドセレクト・モデルの到着は5〜6月頃でしょうか(具体時期は各販売店にお問い合わせを)。それまで期待に胸を膨らませ、デジマートで在庫チェックを欠かさずどうぞ!

※次回の週刊ギブソン〜Weekly Gibsonは4月1日(金)を予定。今回特集したギブソンUSAのレス・ポール・スタンダードHPを紹介します!